
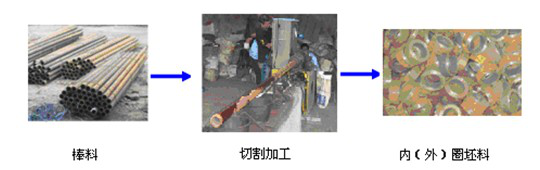
Figure 1 Cutting of the inner and outer rings of the bearing
A certain type of CNC cutting machine produced by a certain Zhejiang Machinery Co., Ltd. adopts two sets of 750W servo systems and is responsible for the feed control of the X-axis and Y-axis of the cutting tool. Most of the existing products use INVT servo products, which can meet the control requirements in performance. We have also adopted a small amount of Huichuan servo products, but due to the high price and poor performance of Huichuan servo products, the market share is not large. Can my company's AS100 servo system meet the control requirements? What kind of performance will it have? What will be achieved in the domestic servo arena? The debut is exciting!
The electrical principle of CNC cutting machine
The electrical system of the cutting and cutting machine is mainly composed of PLC, touch screen, servo, electronically controlled hydraulic pump, frequency converter and asynchronous motor. The PLC is responsible for the control of the entire system. The touch screen is mainly responsible for information input such as cutting length and compensation parameters. The servo is mainly responsible for the detection of the starting point of the steel pipe cutting and the feed. The electronically controlled hydraulic pump is mainly responsible for feeding steel pipes. The spindle motor is mainly responsible for driving the steel pipe to rotate and assist in completing the cutting action. The frequency converter is mainly responsible for the speed regulation of the spindle motor. The frequency converter panel is directly led to the equipment control panel, and the speed is adjusted directly through the debugging knob on the panel.
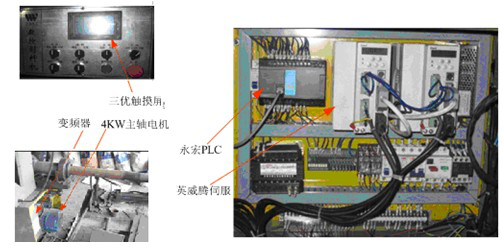
Figure 2 Electrical composition of cutting and cutting machine
The servo drive works in position mode during application.
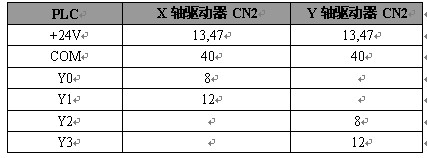
表1
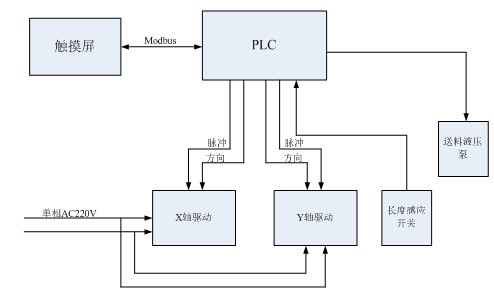
图 3系统运动控制电气关系图

Commissioning process
After the electrical installation is complete, first perform a jog test to confirm whether the servo operation is normal and whether the forward direction is correct. Perform a jog test on the Y-axis and X-axis servos separately to eliminate wiring errors and confirm that the servo system is operating normally.
After the movement is normal, the actual workpiece processing test is started. The technical person in charge of Sanwei Precision Machinery Co., Ltd. suggested that we increase the gain of the driver as much as possible, so that the response of the driver is fast enough to meet the application requirements. So adjust the position loop proportional gain of the driver to 280, the speed loop proportional gain to 200, and the speed loop integral time to 10. After the adjustment, start the processing test. After cutting 20-30 workpieces, it is found that the processing repeatability is relatively poor, and the accuracy cannot meet the processing requirements. After analysis, the manufacturer believes that the response of the driver is not enough. So continue to increase the position loop gain, adjust the position loop proportional gain to 350, and then retest. After processing about 10 parts, the effect is still not obvious, and the accuracy still cannot meet the requirements.
In order to solve the problem as soon as possible, so began to test the transmission mechanism. Due to the relatively long running time of the test machine, the screw has been a bit unsmooth during movement. In order to overcome the deterioration of the smoothness of the motion caused by the unsmooth screw, the proportional gain of the speed loop is set to 250, and the integration time is set to 5. The proportional gain of the current loop is set to 220. Simultaneously analyze the processing sequence in the processing process (as shown in Figure 5). After careful analysis, it is mainly the Y axis that can affect the repeatability and accuracy of the processing. In order to ensure the processing accuracy, in addition to the fast response of the customer's projection, the smoothness of the Y axis movement should also be ensured, and the speed fluctuation should be as little as possible to ensure the processing. Repeatability. To this end, the control strategy of high current loop, high speed loop gain, and moderate position loop gain is used to improve the position loop response through feedforward. It not only improves the speed stability, but also improves the response speed. So set the position loop gain to 200 and the feedforward gain to 40. Continue to test the workpiece, after processing more than 20 parts, the processing accuracy can meet the requirements, so continue to test, processing to more than 30 or so found that the error gradually increased, and cumulative errors appeared. According to the characteristics of the process, the largest possibility of cumulative error is that the driver response is not fast enough, so the feedforward is increased from 40 to 50, and the test is continued. After more than two hours of testing, it was found that the processing was stable and could meet the processing requirements.
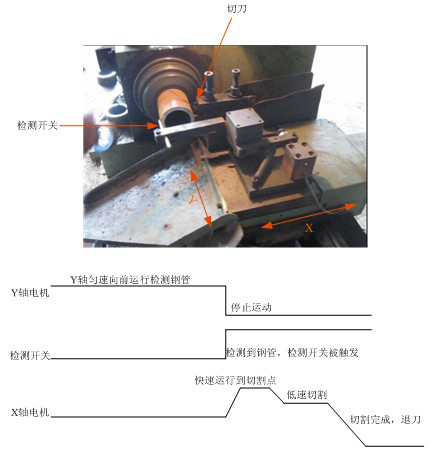
Figure 5 Processing timing diagram