
The steamer is used in the finishing workshop of the textile industry woolen mill, used for the flat steaming of carded wool fabrics or wet textiles. After the fabric is processed by this machine, it can obtain a soft feel, increase the natural luster, and can further enhance the setting of the fabric. .
I. Overview
The steamer is used in the finishing workshop of the textile industry woolen mill, used for the flat steaming of carded wool fabrics or wet textiles. After the fabric is processed by this machine, it can obtain a soft feel, increase the natural luster, and can further enhance the setting of the fabric. .
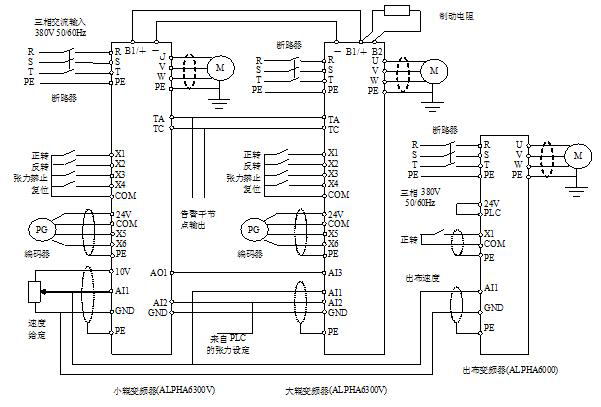
The main controller of the retort machine is completed by a programmable controller (PLC), which completes operations such as speed and tension setting, inverter parameter setting, and in and out cloth logic control. The frequency converter automatically runs according to the set parameters and the given speed and tension, so that the fabric can obtain a high-quality steaming effect.
Second, the working principle
Upper cloth: The upper cloth is to wrap the bottom cloth on the big roller when replacing the bottom cloth, and it is basically replaced every six months. Only the large roller frequency converter is required to act during cloth loading. At this time, the X1 and X3 terminals of the large roller frequency converter are closed and the X2 terminal is disconnected. The speed of the cloth can be adjusted by the speed given potentiometer.
Feeding cloth: Feeding cloth is to wrap the steamed cloth in the base cloth and wrap it around the large roller. At this time, the X1 and X3 terminals of the small roller inverter are closed, and the X2 terminal is disconnected. It runs in linear speed mode, and the cloth feed speed is determined by the speed. Set the given potentiometer and transfer the actual linear velocity to the large roller inverter through AO1 output; the X1 terminal of the large roller inverter is closed, the X2 and X3 terminals are disconnected, and it operates in the tension winding mode. PLC tension control.
Cloth output: when the cloth is output, the large and small rollers rotate in the reverse direction to take out the steamed cloth and wrap the bottom cloth back on the small roller. At this time, the X1 and X3 terminals of the small roller inverter are disconnected, and the X2 terminal is closed, and the tension is closed. In roll mode operation, the tension on the cloth is controlled by the tension given from the PLC. The small roller inverter transmits the actual linear speed to the large roller inverter through AO1; the X2 and X3 terminals of the large roller inverter are closed, and the X1 terminal is disconnected , Running in linear speed mode, the cloth output speed is set by the speed given potentiometer.
The X1 terminal of the output inverter is closed to run in speed mode, and its running speed is set by the speed reference potentiometer.
note:
1. If abnormal alarms such as alarms or faults occur during the operation, you must close the "Reset" terminal of the corresponding inverter to clear the alarm before continuing the operation.
2. The output of the alarm dry node in the figure uses the normally open contact of the relay. If you want to use the normally closed contact, change TA to TB.
3. Before starting the operation such as cloth loading, the rotation direction of the motor must be checked and adjusted first, and then the wiring direction of the encoder. For the adjustment principle, refer to the notes in function codes P2.37 and P2.45. In this case, it is assumed that the direction of rotation of the large and small rollers when the inverter is rotating forward is the direction required for cloth feeding. It is recommended to set according to this assumption.
4. For other function codes that need to be set, see the following parameter setting table. For the adjustment principle of the parameters that need to be adjusted according to the site conditions, see its remarks. It should be particularly emphasized that: before starting the cloth feeding and cloth discharging operations, you must correctly set the small Roller diameter and material thickness, so as to avoid errors that exceed the adjustment range of the inverter and cause abnormal operation.
5. The inverter defaults to use a 4-pole motor of the same power level. If the actual motor is inconsistent with the default, the motor parameters (PA.01~PA.04) must be set correctly according to the motor nameplate. The motor parameter setting is executed once.
3. System configuration
The 6300V frequency converter is a special frequency converter designed based on 6000V series general frequency converters, specifically designed to improve the winding needs of tension control in the drawing, printing and dyeing, textile and other industries, precise torque control, and rich and flexible configuration solutions. So that it can meet the winding needs of various industries such as printing, roll dyeing, steaming and so on.
Although this case is the actual application of 6300V frequency converter on the decocting machine, it can be promoted to double frequency conversion dyeing and other applications.
Four, system advantages
The 6300V frequency converter is specially designed to improve the winding needs of tension control in the wire drawing, printing and dyeing, textile and other industries. There is no need to install a line speed sensor and a tension sensor, which saves costs for customers, accurate torque control, rich and flexible The configuration scheme makes it possible to meet the winding needs of various industries such as printing, roll dyeing, and steaming.