
电动螺旋压力机是一种工艺适用性极强的锻压设备。
一、概述
电动螺旋压力机是一种工艺适用性极强的锻压设备,具有万能性大,结构简便,调整维护简便,滑块无下死点,便于模具设计,锻件精度高等特点。适用于各种精锻、精整、精压、压印、校整、校平等工序。 电动螺旋压力机既能用于热锻,又能用于精锻、精整;既能适用于不锈钢复底锅压力焊接工艺,又能适用钛合金叶片及其它叶片的精密锻造。
其工作过程是电机经一级齿轮驱动螺旋压力机的飞轮,套轴与螺母一起频繁正反转运动 ,螺母与螺杆形成运动付,螺母驱动螺杆和滑块向下运动,当滑块接触工件时,储存的旋转动能转变为冲击能,通过滑块打击工件,使之变形。打击结束后,电动机驱动螺母反转,带动滑块上升,回到原始位置。
二、工作原理
电动螺旋压力机目前主要的驱动方式有以下两种:
1. 直流调速系统驱动:
通过直流调速电机来驱动传动系统,通过调节电机转速达到调节滑块运动速度,从而达到调节冲击能,即冲压压力的目的。
其优点是速度调节平滑,调速范围广,低速时转矩大;缺点是直流调速系统结构复杂,体积大,需定期更换碳刷,使用维护成本高等。
2. 交流伺服系统驱动:
通过伺服电机直接驱动螺母付运动,调节电机转速,同样达到调节冲压压力的目的。
其优点是结构简单,维护量少,控制精度高;缺点是成本高,受伺服电机扭矩限制,不能应用在大吨位的压力机上。
三、系统配置
随着近年来,变频技术的高速发展,其驱动性能日趋完美,在很多场合得到了广泛应用,其具有调速范围广,体积小,成本低廉,能配合其它设备实现自动控制的优点,所以采用变频调速是一种比较好的驱动方案。
如下图所示,其中正,反转可以连接PLC等外部设备,组成自动控制功能;通过电位器调节滑块的运动速度,即能实现冲压压力的调整;另外也可以通过485+,485-通讯口连接上位机或触摸屏,进行启停控制,及通过上位机的配方功能,实现对不同加工产品工艺参数的设定。用户可根据自己情况灵活选择控制方案。
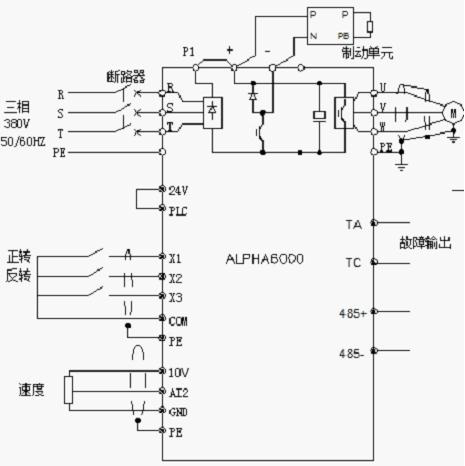
另外在主回路配置了制动单元,以保证电机能够进行快速的停车,并且大大的缩短了正反转的切换时间。
四、 系统优点
u 采用电机控制专用32位CPU
u 动态转矩电流控制,快速响应负载突变
u 速度控制精度高,方便实现高精度控制
u 输入,输出接口丰富,方便与其它设备对接
u 过载能力强,200%瞬时过载电流保护
u 多达36种完善保护及报警功能
变频驱动方案优点:
1. 整个系统结构简单,采用一般调速电机或异步电机驱动即可,成本低廉。
2. 采用变频调速后,整个系统启动,停止,换向平滑,无冲击,可延长机械部分的保养周期和使用寿命。
3. 变频器输入输出接口丰富,并支持标准MODBUS协议,方便与上位机构成全自动控制系统。
4. 变频器保护功能完善,在异常情况下停止输出,达到对电机,机械的保护功能。
5. 在更换加工件的间隙,变频器可驱动电机处于停止或低速运转状态,以达到节约电能的目的。
1. 整个系统结构简单,采用一般调速电机或异步电机驱动即可,成本低廉。