
冷轧带钢在轧制过程中,出于工艺上的需要,通常用棕榈油或类似的人工合成油作为润滑剂。
一、概述
冷轧带钢在轧制过程中,出于工艺上的需要,通常用棕榈油或类似的人工合成油作为润滑剂。这种润滑剂会在带钢表面留下一层油膜,而这层油膜在退火炉中退火时,因加热分解将会出现渗碳现象和形成残渣,影响带钢成分和表面清洁,继而影响后序加工的质量。带钢脱脂生产线就是用来清除乳化液斑迹和铁屑残余物,通过提高带钢表面清洁度而提高冷轧产品的质量。
二、工作原理
带钢脱脂生产线的功能就是利用化学和电化学的方法,将带钢表面清洗干净,以达到后续加工的质量要求。该电解脱脂机组还可以将冷轧后的钢卷进行松卷,切除带钢尾部超厚部分,调节钢卷重量,并以合适的张力进行卷取。其工作过程如下:
卷板上料->开卷机->入口液压剪->带头焊接->入口张力辊->碱洗->刷洗->化学脱脂->刷洗->电解脱脂->漂洗->热风吹扫->出口张力辊->出口液压剪->收卷->成品下料-由吊车将钢卷吊至存卷库。
三、系统配置
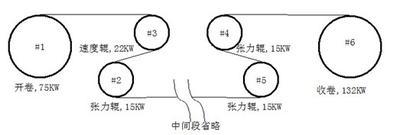
下图是脱脂生机组的工艺流程简图,其中#1为开卷,#2为速度辊,#3,4,5为中间张力辊,#6为收卷。全部使用6000V变频器,但由于当时无感矢量功能还没有,速度辊和中间张力辊都是运行在VF模式,利用速差产生力的原理,叠加频率从而产生张力。
采用我司矢量变频器作为收放卷,具备卷径计算功能,能实现带锥度控制的张力控制,卷取效果不逊于直流调速。自动化程度高,超长的生产连续性,降低生产人员的劳动强度,综合效应明显。