
随着科学技术的迅速发展,钢化玻璃的用途越来越广泛,其产品越来越丰富,事实上钢化玻璃早已成为玻璃深加工家族中的最大成员,钢化玻璃已成为人类生活中不可缺少的重要材料。
一、概述
随着科学技术的迅速发展,钢化玻璃的用途越来越广泛,其产品越来越丰富,事实上钢化玻璃早已成为玻璃深加工家族中的最大成员,钢化玻璃已成为人类生活中不可缺少的重要材料。钢化玻璃是通过加热和急冷使玻璃获得很大的永久应力,所以又称为预应力玻璃。若想消除这种应力,只有再次加热玻璃至接近软化状态。
二、工作原理
1. 玻璃钢化的工艺原理:是将经过切、磨、洗后的普通优质平板玻璃送入钢化炉,通过加热(680℃~715℃)和淬冷,使玻璃内产生很大的永久应力—表面为压应力,内部为张应力,即玻璃产生了一种均匀而有规律分布的内应力,从而提高了玻璃的强度和热稳定性。
其生产工艺流程是:
玻璃原片→检验 →切裁 → 掰边 →洗涤 →干燥→钢化→检验→ 包装→入库
钢化工艺流程是:
入片→加热→淬冷→缓冷→卸片
2. 钢化玻璃的主要特点
1) 机械强度大: 当钢化玻璃受到荷载的压力、弯曲或冲击等外力作用时,其着力表面受到压应力,而另一个表面受到张应力。随着荷载的增加,这个张应力被钢化玻璃表面原有的压应力逐渐冲减,直至完全抵消后才变为张应力。由于玻璃的耐压强度要比抗张强度几乎大10倍,结果玻璃在钢化后不但使表面得到增强,而且也使其薄弱环节得以转移。所以钢化玻璃的耐压强度,抗弯强度一般提高4~5倍,而抗冲击强度可提高5~8倍。
2) 热稳定性好:钢化玻璃热稳定性的提高如同机械强度的增加一样,也与其内部应力的大小和分布有关。当玻璃表面受到急热时,内层尚处于冷却状态,这样受热面处于压应力,而内层受张应力。当温差过大、张应力超过玻璃的抗张强度时即引起玻璃炸裂。而钢化玻璃表层原有的压应力能够抵消部分热膨胀,缓解内层的张应力,所以钢化玻璃的热稳定性可提高1.5~2倍。
3) 安全性强:玻璃的破裂是以裂纹缺陷为起点引起超过抗张强度的结果。虽然钢化玻璃的薄弱点(张应力区)是在中心,通常并不存在微裂纹缺陷,但在高速冲击、内部结石等条件下,也会在张应力层形成破裂起点,裂纹在张应力作用下向四周急剧扩展、传播,形成布满许多裂纹、大小不同的集合群体。又由于钢化玻璃是在压应力的封闭条件下突然破裂,所以破碎时其碎片是蜂窝状小颗粒,成均匀无尖角的网状颗粒,不易伤人,因此具有较好的安全性能,属安全玻璃的一种。
三、系统配置
1. 装片台、加热区、钢化冷却区、卸片区、操纵台、电气控制柜组成。其中装片台、加热区、冷却区及卸片台均通过摆线针轮减速机带动链条传动,钢化冷却区由鼓风机进行迅速风冷,风道设置上下风栅,控制玻璃钢化的成品率。
2. 水平轨道钢化炉电气控制系统
水平轨道式钢化炉的电气系统主要由装片台传动电机、加热区传动电机、冷却区传动电机、卸片台传动电机、加热冷却风机电机、监控计算机(HMI)、PLC、变频器和各种现场仪表传感器组成。全自动水平轨道式钢化炉具有手动、半自动、自动多种控制方式。钢化炉的各个单元的启动、停止、参数设定全部通过HMI完成,同时HMI监控整个系统的运行状态,阿尔法变频器在整个控制系统中作为动力驱动元件具有及其重要的作用。


3. 阿尔法变频器在钢化炉中的应用主要有:传动和风机控制
传动部分:
装片传动电机 2.2KW 4台 5000-32R2GB
加热传动电机 2.2KW 4台 5000-32R2GB
冷却传动电机 2.2KW 4台 5000-32R2GB
提弯传动电机 5.5KW 2台 5000-35R5GB
风机部分:
加热风机电机 250KW 1台 6000-3250P
冷却风机电机 315KW 2台 6000-3315P
冷却风机电机 75KW 2台 6000-3075P
冷却风机电机 7.5KW 13台 6000-37R5P
4. 阿尔法变频器在水平轨道式钢化炉中的控制过程
1) 装片台传动变频器将玻璃制品按照设定速度输送到加热区加热
2) 加热区传动变频器根据设定速度反复运动,玻璃制品均匀受热
3) 达到钢化温度,进入冷却区,鼓风变频快速冷却
4) 冷却区传动变频器反复运动,玻璃制品均匀冷却
5) 卸片台传动变频器将钢化玻璃送出,完成一个工艺过程
6) 所有变频器通过总线控制,频率设定、状态读入自动完成
5.阿尔法变频器在水平轨道式钢化炉调试过程中的注意事项
1) 各个传动变频器速度同步,玻璃制品平稳传送。
2) 加热和冷却单元变频器根据工艺要求频繁反复运行,
根据工艺要求快速精确停车,注意变频器的加减速时间和速度的调整
3) 冷却风机的控制对于产品质量至关重要。玻璃加热后的冷却分急冷和缓冷两个阶段。对玻璃急冷的基本要求是快速而均匀地冷却,使玻璃外层呈压力状态而内层呈张力状态。冷却速度愈快,温度梯度愈大,产生的永久应力,即钢化应力愈大,此时工艺要求风量和风压必须在短时间内迅速建立,充分冷却达到钢化效果。风机加速时间过短,变频器很容易报过流故障;风机加速时间慢很容易造成钢化效果不佳,调试过程中必须注意变频器参数的优化。所谓缓冷就是在玻璃完成淬冷—产生永久应力后,为节省能耗可降低冷却强度,使玻璃缓慢冷却至40℃~50℃,即可进行人工卸片。
4) ALPHA变频器对冷却风机的控制方案
ALPHA变频器转速追踪采用硬件精准检测电机转速,追踪起动非常平稳,追踪起动电流小。利用ALPHA变频器优异的转速追踪功能可很好地满足冷却风机控制的工艺要求,节能效果比其它产品常用的二段速控制更好。速度功率时间曲线见下图:
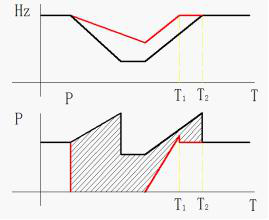
如图所示,红色曲线是阿尔法的速度及能量消耗曲线由停机,此时由于风机的大惯性特性,风机降速很慢,风量完全能满足工艺要示,此时电机完全无能量消耗,下一次急冷前现追踪起动,此时起动的转速高,起动时间短,能很好地满足急冷工艺要求。二段速控制时,在急冷完成后,变频器需要克服风机的大惯性降至缓冷频率,此时电机需要消耗能量,另外下一次急冷时又需要从较低的缓冷频率加速至急冷频率,在上图中T2与T1的差值是阿尔法变频器与其他变频器在加工时间上的减少量,阴影部分是其他变频器与阿尔法变频器在能量消耗上多出来的部分。
5)变频器RS485通讯采用modbus Rtu通讯协议,节约系统成本。但是通讯电缆的选型和架设必须遵循相关的规范,否则通讯的调试必然会遇到很大的困难。
四、系统优点
1) 散热良好:阿尔法变频器具有良好的散热性能
2) 结构紧凑:阿尔法变频器体积紧凑可以并排安装
3) 高过载转矩:阿尔法变频器具有更高的过载转矩
4) 通讯简便:阿尔法变频器自带modbus通讯接口
5) 功能强大:阿尔法变频器自带编码器接口,速度闭环控制方便